Hello and welcome to LSRmold, where we provide valuable insights and effective solutions to common manufacturing challenges. Today, we will explore the topic of ejector pin marks—those minor imperfections that can occasionally affect the surface quality of your injection-molded components. Don’t worry; we are here to clarify the origins of these marks, discuss preventive measures, and share the most effective strategies for addressing them. So, pour yourself a cup of coffee, and let’s delve into the intricacies of ejector pin marks together!
What Are Ejector Pin Marks
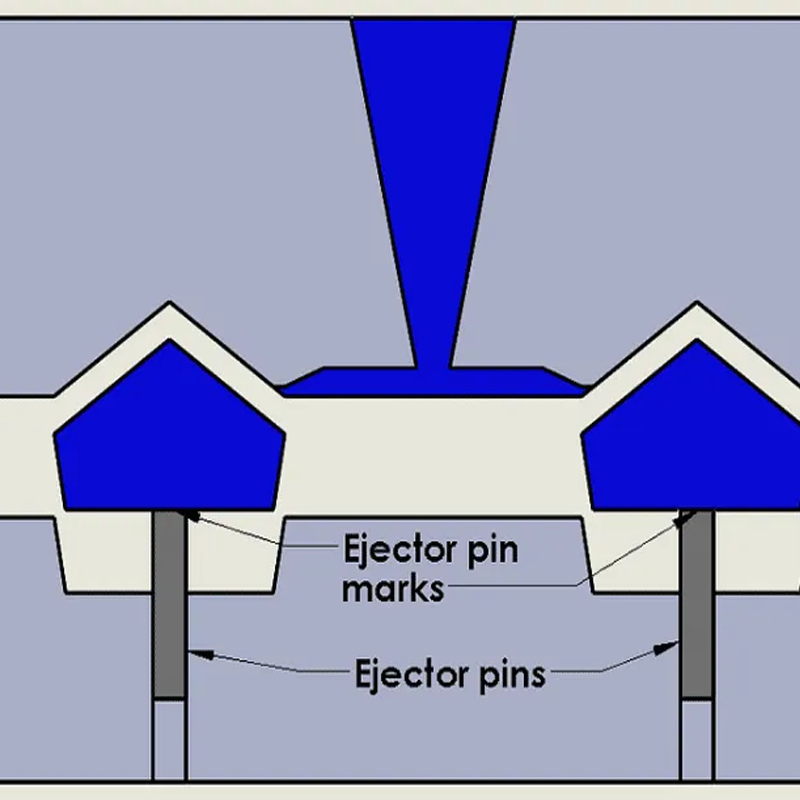
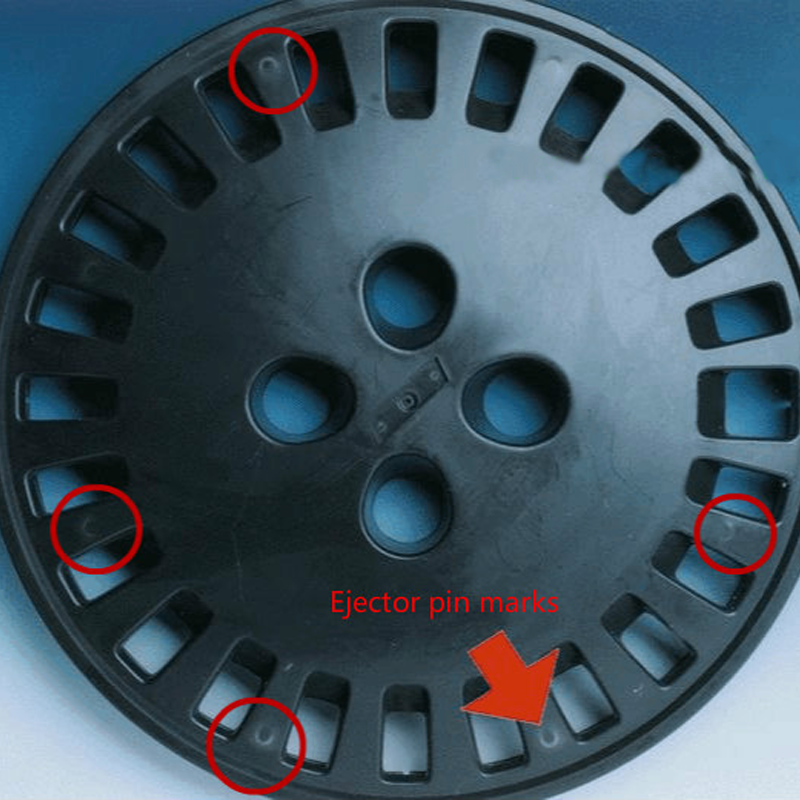
Ejector pin marks are surface imperfections that can occur on injection-molded plastic components. These marks typically appear as shiny or white impressions, indentations, or variations in gloss, creating noticeable differences in the surface finish. They are primarily found on the side of the part opposite the ejector pin contact points during the ejection process from the mold.
Ejector pin marks can present in several distinct forms:
-
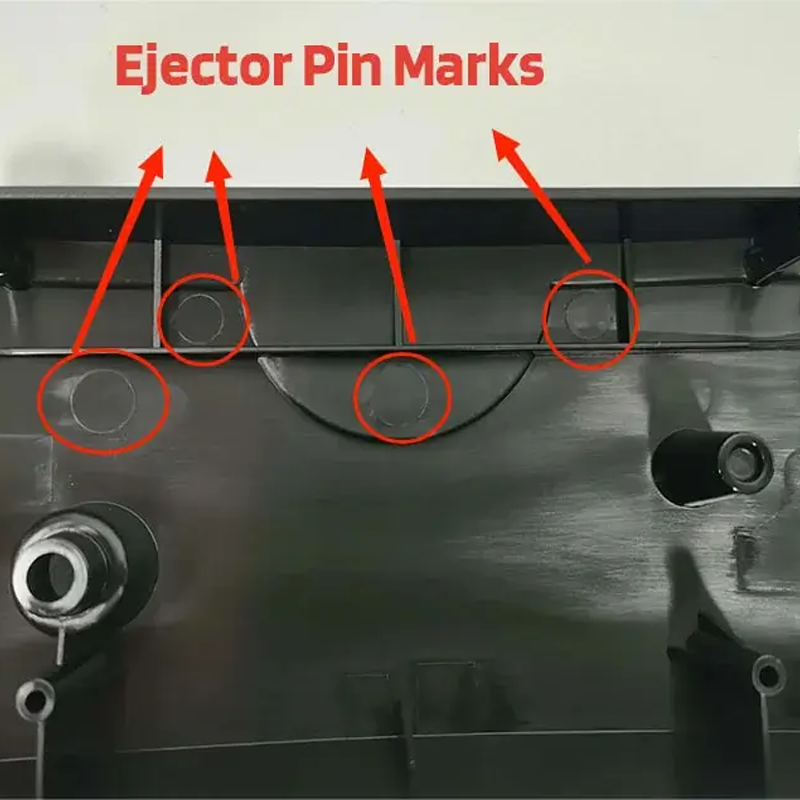
Shallow Indentation Marks
Characterized by small indentations or dimples that reflect the shape of the ejector pin, these marks are typically located on the surface where the pin makes contact during ejection. They often arise from positional inaccuracies of the ejector pin.
-
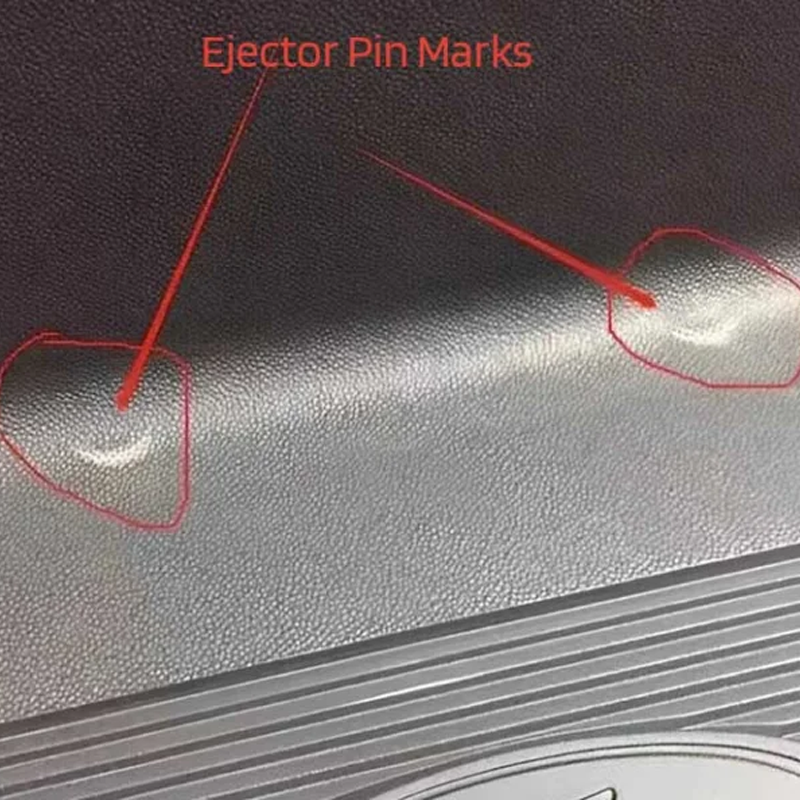
Whitening or Glossy Marks
These marks develop when the area surrounding the ejector pin exhibits a lighter or glossier finish, resulting in white spots or halos. They can manifest on both the side in contact with the ejector pin and the opposite side, frequently due to the stress experienced during ejection or temperature fluctuations.
-
Discolored Marks
Discoloration around the ejector pin area is another common defect. This occurs when the affected region appears slightly different in color compared to the surrounding material, often resulting in a shinier finish.
How Do Ejector Pin Marks Affect Molded Parts?
-
Visual Quality
Ejector pin marks appear as visible blemishes, diminishing the aesthetic appeal of the part. These imperfections contribute to a rough or uneven surface texture, adversely affecting the tactile experience and perceived quality of the product.
-
Functional Impairments
When present in critical areas, ejector pin marks can interfere with the intended function of the part, potentially hindering the proper assembly or operation of moving components. They may also compromise the fit and compatibility with other mating parts.
-
Structural Integrity Concerns
Ejector pin marks indicate localized stress concentrations or deformations within the part. These stress concentrations can weaken the structural integrity, making the part more susceptible to cracking, failure, or reduced durability over time.
-
Product Quality Variability
The sporadic occurrence of ejector pin marks within a production batch can result in variations in product quality and aesthetics, posing challenges for applications that require tight tolerances or high cosmetic standards.
-
Increased Damage Risk
Ejector pin marks can act as initiation points for cracks, elevating the risk of further damage or failure during the product’s operational lifespan.

Identifying the Causes of Ejector Pin Marks in Injection Molding
Let’s explore some of the primary factors contributing to the emergence of ejector pin marks in the injection molding process:
Design Considerations
– Inadequate Wall Thickness: Extremely thin wall sections, particularly around intricate features like ribs or bosses, are prone to crumpling under pressure. Ideal wall thickness is generally above 2.5mm for simpler parts and 2.8mm for more complex designs.
– Insufficient Draft Angles: Inadequate draft angles and inconsistent wall thickness can cause parts to adhere to the mold, necessitating greater force for ejection and increasing the risk of surface imperfections.
– Complex Geometries: Intricate geometries can complicate the ejection process, requiring more force to remove the part cleanly from the mold, which can result in marks.
Mold-Related Factors
– Ejector Pin Size and Alignment: Misaligned or incorrectly sized ejector pins can lead to uneven forces during ejection, resulting in unwanted surface impressions.
– Improper Venting: A lack of proper venting can create vacuum conditions within the mold, making it difficult to eject the part without leaving marks.
– Cooling Issues: An unbalanced cooling system can cause deformities upon ejection, leading to unsightly pin marks.
– Gate Design Flaws: If the gate is improperly sized or positioned, it can disrupt filling and packing processes, resulting in defects during ejection.

Processing Challenges
– Excessive Injection Pressure: Rapid injection or excessive pressure can overpack the mold cavity, making ejection difficult and increasing the likelihood of ejector pin marks.
– Rapid Cooling: Quick cooling may induce internal stresses, making the part more resistant to ejection and increasing the risk of marks.
– Temperature Fluctuations: An excessively high mold temperature can lead to sticking, while low temperatures may cause uneven cooling, both of which can affect the ejection process.
Material-Related Issues
– Lack of Lubrication: Materials without adequate lubrication or flow additives can create friction during ejection, complicating the release of the part from the mold.
– Thermal Conductivity Mismatch: Differences in thermal conductivity between the ejector pin and mold steel can lead to uneven cooling and shrinkage, resulting in ejector pin marks.
Addressing and understanding these factors can significantly reduce the occurrence of ejector pin marks and ensure that your products leave the mold in pristine condition.
Strategies for Mitigating Ejector Pin Marks
Here are several effective strategies to minimize the appearance of ejector pin marks on injection-molded parts:
Optimizing Ejector Pin Design
– Correct Pin Dimensions: Selecting the appropriate size for ejector pins is vital for evenly distributing ejection force across the part’s surface, thereby preventing concentrated pressure points that may cause marks.
– Pin Configuration: Utilizing rounded or tapered pin tips can help reduce the likelihood of sharp indentations or scratches during ejection.
– Strategic Pin Placement: Positioning ejector pins away from thin walls, curved surfaces, and gates can prevent marks and ensure a balanced force distribution.

Enhancing Mold Design
– Increase Draft Angles: This facilitates smoother ejection and minimizes the risk of vacuum formation within the mold.
– Implement Proper Venting: Adequate venting mechanisms help prevent vacuum pockets from forming during the molding process.
– Design Consistent Cooling Channels: Uniform cooling channels ensure even cooling, minimizing internal stresses within the part.
Adjusting Processing Parameters
– Control Injection Speed and Pressure: Lowering injection pressure, speed, and dwell time can help mitigate internal stresses in the part.
– Manage Melt Volume: Adjusting the amount of molten material in the mold cavity aids in controlling ejection forces.
– Regulate Temperature: Optimizing mold and barrel temperatures is essential for achieving uniform cooling.
– Extend Cooling Time: Allowing for gradual and consistent cooling enhances part stability.
– Monitor Ejection Speed: Carefully controlling the ejection speed can reduce impact forces during part removal.
Improving Part Design
– Increase Wall Thickness: Enhancing thickness in areas where ejector pins contact the part can improve strength.
– Incorporate Structural Reinforcements: Adding ribs or bosses in regions experiencing higher ejection forces can enhance the part’s resilience.
Material Selection and Surface Treatment
– Use of Lubrication and Additives: Selecting materials with appropriate lubrication and flow additives facilitates smoother part release.
– Apply Mold Release Agents: Proper application of mold release agents can ease ejection.
– Surface Polishing: Smoothing the cavity surface through polishing in the ejection direction can reduce the likelihood of marks.
– Utilize Specialized Coatings: Implementing heat-resistant or quick-cure coatings can enhance mold performance and aid in part release.
Ejector pin mark defects arise from a variety of factors. To minimize these issues and enhance the quality of molded parts, manufacturers should focus on optimizing ejector pin design, mold temperature, mold design, product design, and injection molding parameters. By carefully adjusting these elements, the likelihood of ejector pin marks can be significantly reduced, leading to improved part quality.

At LSRmold, we recognize the challenges that ejector pin marks can pose in the manufacturing process. That’s why we are dedicated to offering comprehensive solutions and support to help you tackle and prevent these imperfections. Whether you are in the initial stages of mold design or addressing existing ejector pin marks on your components, our team is here to provide guidance and expertise. Please feel free to reach out to us with any questions or concerns, and together, let’s strive for flawless injection-molded parts, free from the blemishes of ejector pin marks.